alles-negativ/Docs
First Experiments
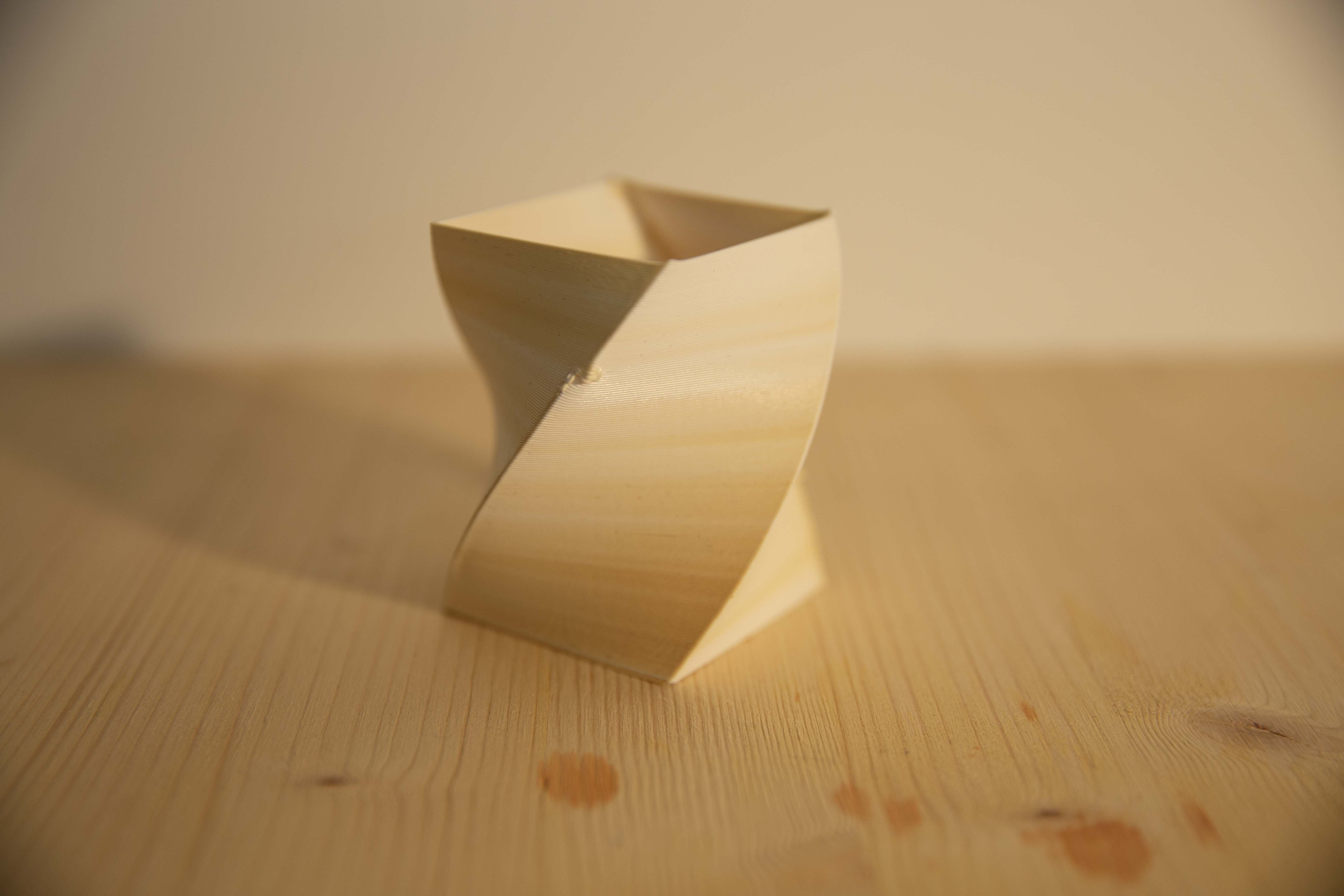
After getting the printer to work as intended the first experiments were all-around testing the capacities of the setup. What is possible as well as finding the right settings. Mainly a mix out of extrusion and flow rate combined with the layer height. The result was simple shapes, generated during runtime. A good extrusion rate seam to be at around 8 percent of the distance made. A flow rate of 1500 looks to be a solid speed. The layer height does not matter that much. At around 0.5 it works quite well at the moment.